Making smart decisions quickly is essential for manufacturers to stay competitive. Real-time tracking and smart data insights help reduce downtime, boost efficiency, and improve product quality. But to make it all work, businesses need the right system in place to manage their data. When manufacturers build a strong foundation for collecting and using information, they can solve problems faster and keep things running smoothly.
Why Real-Time Monitoring Matters in Manufacturing
Imagine spotting a production issue before it causes a costly shutdown or catching a quality defect before it leaves the factory floor. Real-time production monitoring makes this possible by continuously collecting and analyzing data from manufacturing lines, equipment, and supply chains. This instant feedback loop allows manufacturers to:
- Detect Issues Faster: Identify equipment malfunctions or production bottlenecks before they escalate.
- Optimize Performance: Dynamically adjust workflows to maintain peak efficiency.
- Improve Product Quality: Spot defects in real time to reduce waste and rework.
In fact, a McKinsey report found that manufacturers using real-time analytics saw up to a 20% increase in production efficiency. The ability to make data-driven decisions on the fly can transform operations from reactive to proactive.
Leveraging Snowflake for Real-Time Analytics
Platforms like Snowflake AI Data Cloud enable manufacturers to achieve this level of real-time insight. Snowflake’s cloud-native architecture provides the speed and scalability needed to handle large volumes of production data. Here’s how manufacturers can benefit:
- Seamless Data Integration: Consolidate data from IoT devices, sensors, and enterprise systems.
- High-Speed Query Performance: Run complex queries on massive datasets without delays.
- Scalable Resources: Adjust compute power based on demand, ensuring cost-efficiency.
For example, a global manufacturer using Snowflake reported a 30% reduction in downtime by integrating real-time monitoring into their operations (source: Forrester).
Practical Applications of Real-Time Production Monitoring
Let’s look at how real-time analytics can solve everyday common manufacturing business challenges:
- Predictive Maintenance: Sensor data can alert teams to potential equipment failures before they happen, saving time and money.
- Quality Control: Spotting defects as they occur helps reduce scrap and rework costs, improving overall product quality.
- Supply Chain Visibility: With real-time tracking of inventory and supplier performance, manufacturers can avoid costly disruptions and delays.
These applications make it clear: real-time monitoring doesn’t just improve efficiency—it can completely reshape how manufacturers operate.
Overcoming Challenges with Data Modernization
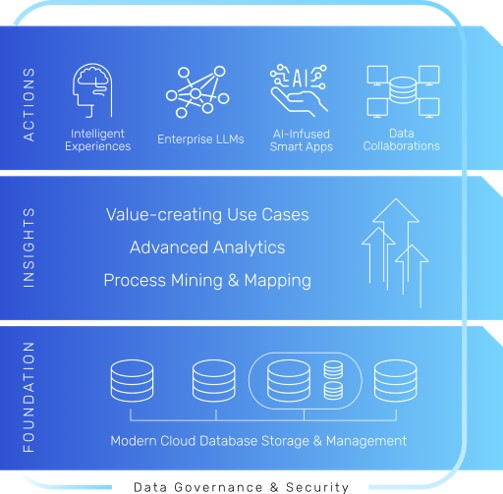
Many of our clients approach us during this pivotal stage of their digital transformation journey, which we identify as the Foundation layer in our Data-Native Model. At this level, organizations focus on addressing critical challenges, including:
- Legacy Systems: Traditional systems may lack the capability to process real-time data effectively.
- Data Integration: Integrating diverse data sources presents unique complexities.
- Resource Allocation: Scaling compute power to handle large data volumes in real time is essential.
The promising aspect? Addressing these challenges lays the groundwork for organizations to advance to the Insights layer of the Data-Native Model. This enables them to harness analytics from all sources and unlock valuable business insights.
The Future of Real-Time Analytics in Manufacturing
Looking ahead, advancements in AI and machine learning will take real-time analytics to the next level. Predictive models will become more accurate, and automated workflows will drive even greater efficiencies.
Manufacturers need to adopt these technologies today to stay competitive tomorrow. From reducing downtime to improving customer satisfaction, the impact of real-time analytics is transformative.
Real-time production monitoring is not just a trend—it’s the future of manufacturing. At 7Rivers, we guide manufacturers through every step of their data modernization journey leveraging our Data-Native™ Model as a guide, from integrating IoT data to implementing AI-driven analytics. Let us help you unlock the full potential of your production data and drive your business forward.
Sources: